




































































客户案例
不仅仅是用在光伏板上

-

 系统
系统绿色矿山陶瓷过滤机清洗系统
-
 地点
地点山东省淄博市
-
 日期
日期2026年1月13
-
 应用
应用铁矿陶瓷过滤机设备清洗、选矿厂陶瓷过滤板清洗,替代强酸
项目背景
项目类型:绿色矿山陶瓷过滤机清洗专项改造(环保药剂替代+清洗工艺优化)
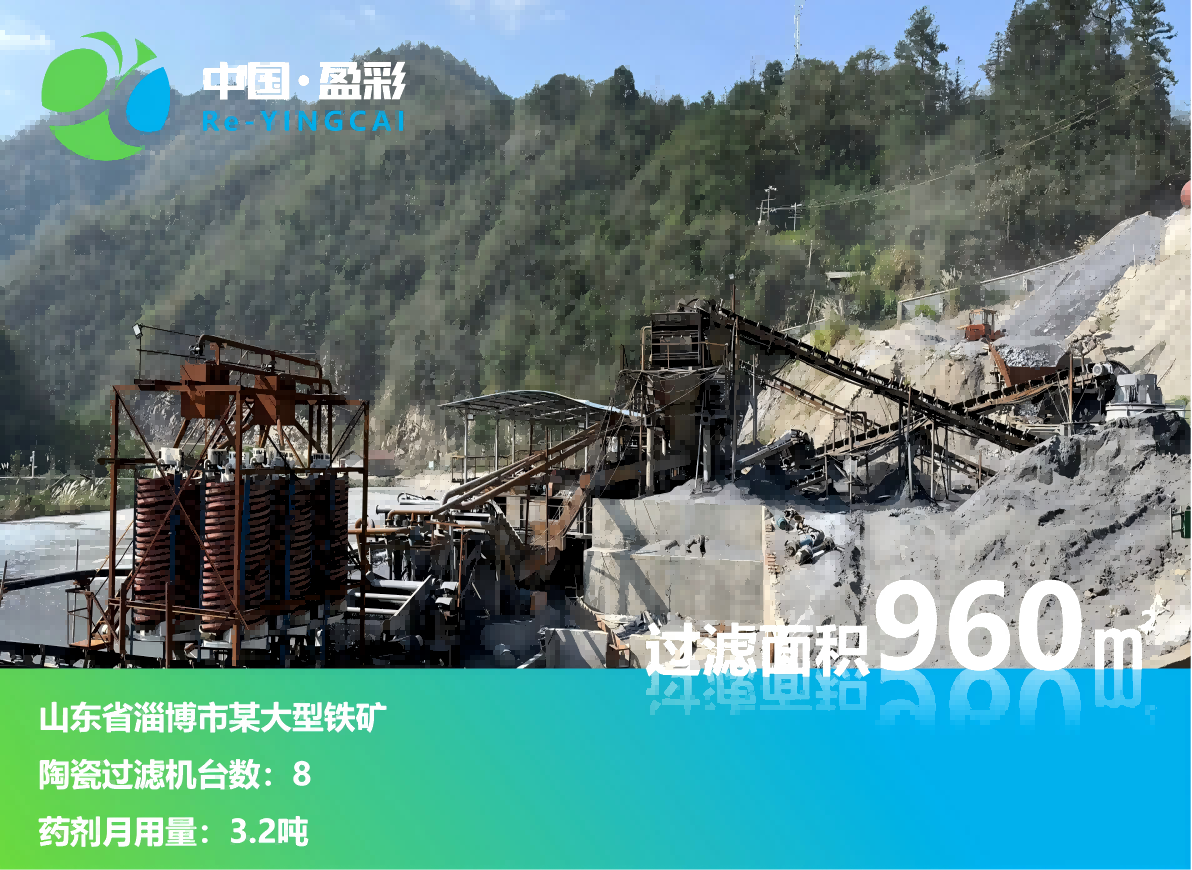
项目地点:山东省淄博市某大型铁矿
应用场景:矿山选矿车间陶瓷过滤机滤元清洗,涵盖铁精矿过滤工段、尾矿回收过滤工段,针对陶瓷滤元表面矿泥堵塞、水垢附着、药剂残留等问题,采用环保型清洗药剂进行定期清洗,保障过滤机稳定高效运行,契合绿色矿山环保排放要求。
项目容量:适配车间8台陶瓷过滤机(型号:TC-120,单台过滤面积120㎡),配套环保药剂储备罐2台(容积5m³/台),药剂月用量约3.2吨,单次清洗覆盖8台过滤机共960㎡过滤面积,每月定期清洗2次,全年稳定运行。

项目介绍
该项目合作客户为山东省淄博市某大型铁矿,是当地绿色矿山试点企业,主营铁矿开采、选矿及铁精矿销售,选矿车间核心过滤设备为8台陶瓷过滤机,承担铁精矿脱水、尾矿回收过滤的关键任务。此前,客户长期使用传统强酸型清洗药剂,存在三大核心痛点:
一是药剂腐蚀性强,易损坏陶瓷滤元釉面,导致滤元使用寿命缩短(平均寿命不足8个月),每年滤元更换成本高昂;
二是清洗废水含强酸、重金属离子,排放前需复杂处理,处理成本高,且存在超标排放风险,不符合绿色矿山环保验收标准;
三是清洗效果不佳,滤元表面矿泥、水垢难以彻底清除,导致过滤机处理量下降、滤饼含水率升高,影响选矿效率和产品质量。
 |  |
为解决上述痛点,助力客户实现绿色矿山达标验收、降低生产成本,我方为其定制了矿山环保型陶瓷过滤机清洗绿色药剂解决方案,核心采用自主研发的无磷、无重金属、可生物降解的环保清洗药剂,搭配专属清洗工艺,替代传统强酸药剂,实现“清洗高效、环保达标、节能降耗”的三重目标。
项目实施过程中,我方组建专业技术团队,先对陶瓷过滤机滤元污染情况、原有清洗工艺进行全面检测,优化确定药剂浓度、清洗温度、清洗时长等关键参数;随后完成环保药剂储备罐安装、药剂投放调试,同步对客户操作员工进行工艺培训,确保规范操作;后期建立定期巡检机制,根据滤元污染程度动态调整清洗方案,保障项目长期稳定运行。整个项目从方案对接、现场调试到正式投用,全程仅用15天,不影响客户正常选矿生产。
客户价值
本项目投用后,彻底解决了客户传统清洗方式的诸多痛点,在环保、经济、生产效率三大维度实现显著效益,助力客户达成绿色矿山建设目标,具体如下:

(一)环保效益:核心采用绿色环保型清洗药剂,无磷、无重金属、低COD,清洗废水pH值控制在6.5-8.5之间,无需复杂中和处理,可直接接入矿山现有污水处理系统达标排放,相比传统强酸药剂,每年减少废水处理药剂用量约1.8吨,减少COD排放约0.6吨,杜绝了强酸泄漏、废水超标排放的环保风险,顺利通过当地绿色矿山环保验收,助力矿山实现“节能、降耗、减污、增效”的环保目标。
(二)经济效益:一是延长陶瓷滤元使用寿命,滤元平均寿命从不足8个月延长至18个月,每年减少滤元更换48片,节省滤元更换成本约28.8万元;二是降低药剂消耗及废水处理成本,环保药剂用量相比传统强酸药剂减少15%,每月节省药剂成本约0.48万元,全年节省5.76万元,同时减少废水处理工序,每年节省废水处理成本约3.2万元;三是提升过滤机运行效率,滤元清洗彻底,过滤机处理量提升12%,滤饼含水率降低3个百分点,每年增加铁精矿回收量约2000吨,新增产值约120万元。综合计算,项目全年可为客户节省成本、新增产值共计约157.76万元,投资回报率达300%以上,经济效益显著。
(三)生产效益:环保药剂清洗过程温和,不损伤陶瓷滤元,避免了传统强酸药剂清洗导致的滤元破损、过滤机泄漏等故障,减少设备停机维修时间,每月可减少停机维修2次,每次节省停机时间4小时,全年增加有效生产时间约96小时;同时,过滤机运行稳定性提升,滤饼含水率达标,铁精矿产品质量稳定,降低了后续烘干、运输成本,优化了选矿生产流程,减轻了操作人员劳动强度,实现了选矿生产的高效、稳定、安全运行。
产品咨询
-
购买产品
-
成为合作伙伴
-
售后服务

-
1.项目背景
-
2.项目介绍
-
3.客户价值
-
4. 产品咨询











